「」 に対する検索結果 : 26732件
![]() 前の50件 (23451-23500/26732) 次の50件
前の50件 (23451-23500/26732) 次の50件 ![]()

・1ベースボックスのブリキがそのまま現存するサンプル。 ・太平洋戦争時の空襲により顧客で使用予定のブリキ製品(シート製品)が被災。 ・顧客では、この被災したブリキシート製品を1枚ずつはぎ取って使用。 ・そのシート製品を保存(記念)のため1ケース顧客より入手して保管中。
情報所有館 : 国立科学博物館 ![]()

昭和31年、八幡製鐵株式会社がACC(American Can Company)と15年を期間として「缶の製造に関する技術」に関して、ACCが保有している全ての日本特許の日本に於ける独占的実施権及び八幡子会社に対する再実施権を許諾する契約を締結した。 この契約は、昭和47年新日本製鐵株式会社が大和製缶とこのACCから供与された知財を譲渡する契約を締結した。
情報所有館 : 国立科学博物館 ![]()

当該設備は国内初の連続焼鈍炉であり、従来のバッチ式焼鈍炉では3~4日要していた焼鈍工期を約1時間に短縮する画期的なプロセス改善を実現した。 たま、コイル状の鉄の塊を熱していた従来の方式に比べ、鋼板を1枚ずつ均一な状態で熱処理できるこの連続焼鈍設備は、品質面からも大幅な改善を与える技術革新であった。
情報所有館 : 国立科学博物館 ![]()
・日本で最初に6重式(6Hi)ミルを採用した薄物用連続冷間圧延ライン。 ・6スタンドタンデム。 ・現在、プロパー製造中。
情報所有館 : 国立科学博物館 ![]()
・現存する最古のTFS製造ライン。 ・立ち上げ当初は1ステップ方法のCrメッキ方式であったが、現在は2ステップ方式に改造。
情報所有館 : 国立科学博物館 ![]()
富士製鐵においてブリキに替わる容器素材表面処理鋼板として1957年に電解クロム酸メッキ2STEP法TFS(CANSUPER)の研究開発がスタートし、1963年には商業ベース製造技術を完成した。 1966年に広畑製鐵所での最初の縦型タンク2STEP法TFSライン完成に続き、1968年に名古屋製鐵所に於いて、生産速度460mpmを誇る本格商業ライン1号機である高速2STEP法TFSライン「CTL」が完成し、同年操業開始され、現在も第一線で稼動中の最古の2STEP法ECCSラインである。
情報所有館 : 国立科学博物館 ![]()
・日本で最初にDCR(2CR)圧延を行った設備 ・日本で最初にHRT圧延を行った設備 ・湿式圧延の技術開発、工業化技術の確立のために寄与。 ・現在、プロパー製造中。
情報所有館 : 国立科学博物館 ![]()
・日本で最初に導入したソ連式スラブ連続鋳造機。 ・日本で最初のブリキDI缶用ブリキのスラブを製造。 ・現在も稼動中であるが、ブリキ用スラブは製造していない。
情報所有館 : 国立科学博物館 ![]()

1974年、新日鐵・東洋鋼鈑・三井物産は共同で、米国市場情報の収集を目的としてAmerican Can Company社OBのMr.I.S.Fellnerが社長を勤めるコンサルティング会社と定期レポートの契約を結んだ。 年二回(春・秋)、米国・日本相互に開催される報告会で提示された通称「フェルナーレポート」は、米国市場のみならず世界に於ける製缶・素材に関する情報をM&Aから最先端技術まで広く且つ深く網羅した情報書となった。 1991年春の開催が会議の最後となり、その後数年間はレポートの送付が続いていたが日本製缶メーカーの技術先進性が米国に追いつき対等以上に発展したことに伴いその役割を終えた。
情報所有館 : 国立科学博物館 ![]()
1978年に新日鐵が開発・実用化した不溶性電極システムは、製缶法への溶接技術導入の拡大に伴う錫付着量均一性ニーズの拡大から具現化された。 従来の錫メッキ法は、米国から技術導入した錫陽極イオン供給法であり、錫アノードから電解液へSnイオン供給するため通板量と共にアノードが消費され、一定期間で電極を交換する必要があり、その結果交換前後の電極間で電極厚み差異が大きく、これらが製品幅方向の錫付着量のバラツキの要因であった。 溶接製缶法では、幅方向の付着量均一性が大きな品質影響因子であったが、別系システムからSnイオンのみを電解液に供給することで不溶性電極を通用可能ならしめる本システムはエッジマスク装置の併用と共に溶接製缶用錫メッキ鋼板のパフォーマンスを飛躍的に向上させた。
情報所有館 : 国立科学博物館 ![]()
・日本で最初にブリキ用原板のオールテンパー(全調圧度)製造を可能にした連続焼鈍設備。 ・調質圧延は、乾式法と湿式法での製造が可能 ・現在、プロパー製造中。
情報所有館 : 国立科学博物館 ![]()
熱延 連続鋳造で製造されるスラブ及び大分製鐵所などから輸送されるスラブは、熱延工場の加熱炉で加熱後、連続熱間圧延機で高速圧延されてホットコイルになります。熱延工場は世界初のペアクロスロール方式等、当社の先端技術を織り込んだミルで、熱延製品はもちろん、冷延鋼板・表面処理鋼板・電磁鋼板素材用コイルを最高の品質につくり込むことができます。また最新の省エネルギー技術、自動化技術を織り込み、コンパクトで高効率なミルを構成しています。
情報所有館 : 国立科学博物館 ![]()
本技術は、樹脂フィルムを用いることなく、原料の樹脂粒を直接溶融押し出しながら鋼板にラミネートする方法を基本に、加熱ロールや保温ロールの配備およびリバースラミネート法を適用することで高い樹脂温度の維持を可能とし、接着剤を用いずに良好な密着性を得ることに成功した。さらに冷却制御を行うことにより、高度の加工性と耐食性を発現させる最適結晶構造を持つ樹脂ラミネート皮膜の形成を可能にした。これらの技術開発により、安価で高性能な樹脂ラミネート鋼板製造プロセスの工業化を成し遂げた。
情報所有館 : 国立科学博物館 ![]()
東鋼業殿が昭和57年に東京ブリキから購入した熱漬ブリキ設備(東京ブリキは八幡製鐵所より、購入)でパン焼き用食型等にブリキを生産してきたが、市場が縮小し、作業者も定年を迎え、継続が困難になったため休止することが決定された。川口市にある川口鈑金(株)に東京ブリキの設備が1機渡っている模様であるが、世界的にも希少となった熱漬ブリキ作業をビデオ撮影した。
情報所有館 : 国立科学博物館 ![]()

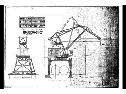
インバーティッドボディーメーカー、役100年前に製造された製胴機械。製罐会社であるナショナルキャン(当時米国第3位)が製造したもの。半田溶接部が手作業のときは接合を上面で行っていたが自動化した際に接合部をした面に変更して、半田浴中にある半田ロールを缶接合部と接触させながら毛細管現象で半田付けを行った最初の方式。従来手作業の上面接合ほうしくから、自動化の下面接合方式に変わったためインバーティッドと称された。
情報所有館 : 国立科学博物館 ![]()
No.1 DRM(No.1 極薄用圧延機) 製作年:1937年 製作者:機械設備(UE,IHI)、電気設備(GE,東芝) 特徴: 東洋鋼鈑株式会社下松工場に昭和12年に設置された日本初の可逆式冷間圧延機。昭和41年に2スタンド増設後、昭和59年にWR小径化・油圧圧下化を経て、現在においても東洋鋼鈑株式会社下松工場で生産設備として稼動中。
情報所有館 : 国立科学博物館 ![]()
No.2LL(No.2 ラミネートライン) 製作年:1992年 製作者:自社製 特徴: 平成4年に東洋鋼鈑株式会社下松工場に設置された日本初の飲料缶用のフィルムのラミネート材生産ラインで、東洋鋼鈑株式会社が独自に開発したTULC缶用素材のフィルムラミネート鋼板を生産している。
情報所有館 : 国立科学博物館 ![]()
ダイレクトコート設備 製作年:2003年 製作者:自社製 特徴: 平成15年に東洋鋼鈑株式会社下松工場に設置された日本初の飲料缶用樹脂押出しコート鋼板の生産設備であり、東洋鋼鈑が独自に開発した潤滑油が不要なDI加工用素材を生産している。
情報所有館 : 国立科学博物館 ![]()
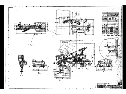
東洋製罐株式会社が開発したTFS接着缶を生産した設備の図面。昭和45年に商業生産に入り、1分間に1000缶の高速製缶を可能として累計1400億缶以上の生産を行った。
情報所有館 : 国立科学博物館 ![]()

日本が世界に先駆けて開発したTFSを、ナイロン12を接着剤として接合した接着缶、トーヨーシーム缶が東洋製罐株式会社によって開発され、昭和45年の大阪万国博覧会において、朝日麦酒の缶ビールとして市場に初登場した。昭和46年から日本コカコーラ社とバイプラント方式のトーヨーシーム缶専用の製缶工場の設立を開始し、日本の飲料缶時代創出の主役を務めた。
情報所有館 : 国立科学博物館 ![]()
この缶は、トーヨーシーム缶と呼ばれ、ティンフリースチールを使用し、缶胴の接合部をナイロンフィルムで接着した缶である。この缶は、勃興期の科学技術を積極的に取り入れ、資源の枯渇、公害問題なども考慮し、生産性の高い高品質の缶として開発された。この開発によって、安価で安全な缶の供給が可能となり、日本における有価飲料の伸長に大きく貢献した。このサンプルは、初めてビールを充填し、大阪万博に出されたものである。
情報所有館 : 国立科学博物館 ![]()
PET樹脂フィルムを両面にラミネートしたTFSを絞り加工とストレッチ加工により円筒形に成形する製缶設備。製缶工程のエネルギーが少なく、炭酸ガス、排水、廃棄物が少ない環境に優しいプロセス。
情報所有館 : 国立科学博物館 ![]()
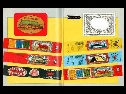
わが国で缶詰が流通するようになった明治期から大正、昭和の時代に流通した輸出向けおよび国内販売向け製品のラベル。特に昭和前期までのラベルは画家の手によるものも多く、配色、デザイン性に優れている。
情報所有館 : 国立科学博物館 ![]()
缶、びん詰、レトルト食品を中心として加工食品全般にかかわる技術開発研究、製造設備、販売状況、国内外市場動向、関連法規の解説記事のほか生産・販売についての統計データ・随想・コラム・人事消息などの記事を掲載している。体裁はB5版90ページ程度(8月号の生産・輸出入統計特集号は200ページ程度)
情報所有館 : 国立科学博物館 ![]()
日本初の連続冷間圧延ミルとして1971年6月に稼動した。タンデムの入側に溶接機を設置し酸洗コイルを溶接することで連続操業を可能にした。従来のバッチ式に比べ板厚均一性、歩留及び能率を大きく向上させた。
情報所有館 : 国立科学博物館 ![]()
世界最初の多目的連続延鈍設備で1980年に稼動した。急速冷却と過時効処理を行うことで硬質ぶりき原板、軟質ぶりき原板、電磁鋼板、高張力冷延鋼板、一般冷延鋼板の5種類に対応している。
情報所有館 : 国立科学博物館 ![]()
全調質度範囲のぶりき原板製造をIラインで可能にしたNo.4CALを1990年3月に稼動した。当ラインはクリーニング及びニッケルめっきを含む入側設備、炉内速度1000m/minでの通板を可能にした炉設備、調質度T1~DR10の全規格をつくり出す多目的圧延設備、トリマー及びオイラーを含む出側精製設備から構成されている。
情報所有館 : 国立科学博物館 ![]()

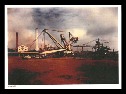
本機は鉄鉱石・石炭兼用の大容量連続アンローダとして建設された世界2号機である。しかし1号機が早期に改造されたので本機が実質1号機である。本機はバケットエレベータの駆動を上下に配置するなどの工夫を加えることで鉄鉱石の荷役も可能にし、その性能の高さを実証した。この実績を元に、鉄鋼業におけるその後の連続アンローダの急速な普及に大きく貢献した設備である。
情報所有館 : 国立科学博物館 ![]()
本機は鉄鋼業向けに納入されたダブルリンク形水平引込クレーンの第1号機である。ダブルリンク型水平引込クレーンはリンク機構によりジブそのものが水平に引き込まれるため、ジブ先からフックまでの高さが変わらない。その結果、荷の振れが少なく、荷役の高速化、効率化を実現した。現在、本型式のクレーンはその性能の高さから、鉄鋼業を初めとする港湾荷役の現場で最も普及されている。
情報所有館 : 国立科学博物館 ![]()
本機は実用機として世界初となるバケットエレベータ形連続アンローダである。本機は製鉄雑原料用小型機であるが、将来の主原料用大容量連続アンローダのテストプラントとしての位置づけで基礎データの蓄積、及び大容量化への開発研究がなされた。現在、製鉄主原料用アンローダとして連続アンローダが主流となっているが、その礎を築いた設備である。
情報所有館 : 国立科学博物館 ![]()

本機は石炭火力発電所燃料炭陸揚げ用としては国産1号機となる連続アンローダである。本機は1、000t/hの能力を持っており、現在の大容量連続アンローダの原型をなすものである。本機の稼動実績により連続アンローダの高効率、高信頼性、及び高度の環境対応性が評価され、その後の連続アンローダの急速な普及に大きく貢献した設備である。
情報所有館 : 国立科学博物館 ![]()

これより先に、ディーゼル機関車を導入し、ワイヤレスマイクによる連絡、転轍機の電動化等により2人運転を実現していた。本機はこれをさらに合理化しワンマン運転を可能にするように開発されたものである。安全運転を確実にするために運転手が倒れた場合には機関車が停止する信号を発信するように工夫された無線式操作盤である。
情報所有館 : 国立科学博物館 ![]()
本機は荷(石炭)をヤードに積み付け、払い出すコンベアシステムを実現した国内第1号機である。特にヤードから荷を払い出すジブローダは画期的な発明であった。これを嚆矢として製鉄業等では原料ヤードにコンベアシステムを導入し近代化が実現できた。
情報所有館 : 国立科学博物館 ![]()

本機は製鉄所の主原料(鉄鉱石、石炭)陸揚げ用として導入された大容量連続アンローダである。連続アンローダは現在、油圧駆動よりも省メンテナンス、省エネルギー、低騒音等にメリットのある電動駆動方式が主流となっているが、本機は製鉄所向けとして導入された電動駆動式連続アンローダの1号機であり、その後の電動駆動式連続アンローダの普及に大きく貢献した設備である。
情報所有館 : 国立科学博物館 ![]()

イソライト工業株式会社は、1928年に使用温度1000℃の珪藻土質耐火断熱れんがを始めて国産化しました。その後、より高温で使用可能な、粘土質、アルミナ質など、最高1800℃まで使用可能な耐火断熱れんがを開発し供給しています。現在、イソライトの耐火断熱れんがは、鉄鋼、石油化学、窯業その他の高熱を扱う設備に広く普及し使用され、省エネルギーやCO2削減に貢献している。
情報所有館 : 国立科学博物館 ![]()

耐火物技術協会は、耐火物の蛍光X線分析の標準化の一環として、1985年~2004年にかけて、世界にも前例を見ない、蛍光X線分析用耐火物標準物質系列8材質9系列(計97試料)及び炭素・炭化けい素分析装置校正用耐火物標準物質系列1系列(計9試料)を製作・標準値付けし、岡山セラミックス技術振興財団に委託して国内外に領布している。この標準物質系列は、耐火物の略全材質に亘り揃えられ、耐火物の蛍光X分析及び炭素・炭化けい素分析を容易にし、高精度の分析を可能としている。これら標準物質系列は、日本工業規格JISR2216及び2011、国際規格ISO12677及びISO21068-1において規定されている。
情報所有館 : 国立科学博物館 ![]()

環状管は溶鉱炉の鋳床高さにおいて鉢巻状に炉腹を取り巻く巨大な円柱状パイプである。内部の高圧熱風は送風支管を経由して溶鉱炉に送られる。環状管の英語名、Bustle Pipeとは”ざわざわ”、”がたがた”などの騒音のことで、溶鉱炉鋳床では会話できないほどの喧騒状態から由来している。さらにまた、女性のコルセットに相当するが、これは環状管が設置されている場所が溶鉱炉の最大口径部(炉腹)に当るためである。環状管内の熱風は高温(1200℃)、高圧(5気圧)であることから、耐熱衝撃性に優れた高アルミナれんが(Al2O3 50%以上)、粘土質れんが、および断熱煉瓦が使用され、それぞれ高温側、中間、低温側に配置した3層構造からなる。環状管は人体に例えれば、呼吸器系の肺に相当し、空気を使用してカーボンを燃焼させる燃焼機構の一つでもある。
情報所有館 : 国立科学博物館 ![]()