「」 に対する検索結果 : 26350件
![]() 前の50件 (14601-14650/26350) 次の50件
前の50件 (14601-14650/26350) 次の50件 ![]()

線スペクトル対音声分析・変換・合成方式の音声修正器で、ヘリウム音声をヘリウムガス中でもあまり変化しない音源とヘリウムガス分圧により特性が変化する声帯のスペクトル情報に分離して処理し、スペクトル情報については、ヘリウムガスによる変化分を補正した後、音源と再合成を行い、ヘリウム音声(ドナルドダックボイス)を大気中における音声に修正する。
情報所有館 : 国立科学博物館 ![]()

省力化された艦橋における航海業務及び航海指揮官の意思決定を支援するために、大型表示器に自動衝突予防援助、デジタル海図情報及び艦内情報等を表示するとともに、運航指揮及び操艦等の艦橋業務に必要な航海情報の集約表示を行い、効率的な艦橋業務の遂行に寄与することを目的とする。
情報所有館 : 国立科学博物館 ![]()

船体運動の計測を行い、計測結果の一部と理論計算により、今まで目視に頼っていた波浪(波高・波長)の把握・表示を自動的に行うとともに、各種船体運動の現状・予測表示(艦首方位、艦速変更時)によって、航行支援情報の提供を行う。また、データの収録機能を有し、陸上において、船体運動の各種解析が可能。
情報所有館 : 国立科学博物館 ![]()

1950年代より、浚渫船の建造は行われていているが、新機能を織り込み、新たに開発した浚渫船の代表例として次の船がある。・油回収機能付きドラグサクション浚渫船。・世界最大級の浚渫深度(50m)を有するスズ採鉱・選鉱浚渫船。・優れた耐候性を有する耐波型歩行式浚渫船。・完全遠隔操作型水中浚渫ロボット。など
情報所有館 : 国立科学博物館 ![]()
1号機(MARCAS2500)を1987年に完成。潜航深度2500mで海底ケーブルの保守、点検、修理支援を行なう。(長さ2.65m、幅1.8m、高さ1.94m)
情報所有館 : 国立科学博物館 ![]()

ブロック大組立に於いて溶接の自動化が困難であった枠組立法に代って最も溶接量の多いロンジと外板の隅肉溶接を優先するロンジ先行組立方式とし、その溶接能率向上を図るため複数本のロンジ隅肉溶接を同時に全長連続溶接可能とした。
情報所有館 : 国立科学博物館 ![]()
先行する建造船と同時に、後続の建造船の船尾構造を平行して建造し、進水時に後続の船尾構造を浮上させて移動させる方法。ドックの回転率が向上し、工事量の平準化が図れる。
情報所有館 : 国立科学博物館 ![]()
1960年頃より、大型クレーンによる搭載ブロックの大型化が行われ、船台工期を短縮し建造量の増加が図られた。また、船台工事の地上化により、下向き溶接の増加による溶接の信頼性と作業能率の向上、足場作業の合理化、溶接工事の装置化、等に繋がった。
情報所有館 : 国立科学博物館 ![]()
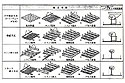
ロンジ、トランス、ガーダー等の内部構造部材を定盤上で格子状に組上げ、板継ぎされた皮材上に乗せ一体化する方法。ロンジまたはトランスを挿入する方式で装置化に発展。
情報所有館 : 国立科学博物館 ![]()

板継ぎされた皮板上にロンジ材を先行して取付け、その後に直行するガーダー等の部材を取付ける方法。ブロック組立において最も溶接長の長いロンジと皮板との隅肉溶接の合理化が長所。
情報所有館 : 国立科学博物館 ![]()

船殻工事にブロック建造方式が大幅に採用され、艤装もこのブロック建造に合わせ工事を進めることが可能になり、かつ全体工期短縮のために早期艤装方式(先行艤装)が採用されるようになった。地上艤装による工期短縮を大きな狙いとして、ブロック艤装、ユニット艤装、総組艤装と段階的に拡大が図られた。
情報所有館 : 国立科学博物館 ![]()

世界初の「3次元増トン工法」により改造タンカー「HOEGH-GANNET」を完工。船体延長・増深・拡幅により、載荷重量が39,855から75,912トンに。
情報所有館 : 国立科学博物館 ![]()

ブロック大組立に於いてロンジと横置部材(トランス)の交差部で発生するスロット(切り欠き)とカラープレート(塞ぎ板)による構造を、横置部材をロンジの端部より差し込む事により、スロットをロンジの入る微小ギヤップ切欠のスリットタイプとしカラープレートを廃止した。これらの技術・装置は競艇公益資金による日本財団・シップアンドオーシヤン財団の補助金を受けて日本鋼管株式会社が開発したものである。
情報所有館 : 国立科学博物館 ![]()
(装置の機能)鋼鈑及びアルミニウム板の溶接施工において発生する溶接歪(やせ馬)を減少させる施工法。(定盤の構造等)吸水マット上に板を配置し被溶接材を急冷することにより入熱拡散を防止し溶接歪を減少させる。
情報所有館 : 国立科学博物館 ![]()

設計、工作、現場を対象とした総合造船システムを開発し、1980年代より実際に運用されている。更に、社外の「造船CIM」プロジェクトにリーダー会社として積極的に参画し、それ等の研究成果を有効に取入れながら、新しいシステムへと成長を続けている。
情報所有館 : 国立科学博物館 ![]()
(装置の機能)すりガラス上に1/10に投影された切断線の濃淡を光学式センサでトレイスし、その動きを電気回路で切断機に伝え10倍に拡大して動かし実寸に切断。(特徴)造船業に導入された初期の自動切断機(輸入機)。
情報所有館 : 国立科学博物館 ![]()

現図作業にコンピュータによる数値制御を導入。1970年代初めにプラズマ切断トーチを装備したNCプラズマ切断機が開発されると、切断速度の高速化による能率向上と、ガス切断に比べ切断部材への熱歪が極めて少ないことにより急速に普及。
情報所有館 : 国立科学博物館 ![]()
鋼鈑に画像を直接焼き付ける装置で、これまでの罫書き作業能力を飛躍的に向上。初期のものは、光導電性塗料(EPM感光剤)、トナー、定着材を必要としていたが、1967年に光導電性粉体と定着剤を用いて画像を形成する粉体EPMが完成し広く普及。
情報所有館 : 国立科学博物館 ![]()

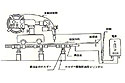
(装置の機能)鋼鈑の下向き自動溶接機。戦後の造船施工において溶接の高能率化、自動化に果した役割は多大。(特徴)添付写真はサブマージアーク溶接材国産一号機(大阪変圧器製造)。基本特許を持つユニオンカーバイド社より昭和25年に10台輸入した大手造船所で使用開始。その後、大阪変圧器とユニオンカーバイト社の技提により昭和27年頃より量産化。
情報所有館 : 国立科学博物館 ![]()
1950年のサブマージアーク溶接機(ユニオンメルト)による自動溶接法の開始から1970年にかけて、省力化のために多くの溶接法が開発された。主な溶接法:サブマージアーク溶接、グラビティー溶接、立向き自動溶接(エレクトロスラグ溶接、エレクトロガス溶接が代表的)、ガスシールドアーク溶接(CO2溶接が代表的)
情報所有館 : 国立科学博物館 ![]()
1961年に船体平板の板継ぎへの適用に成功。地上組立工程における反転作業の省略化とコンベアラインとの組合せによる板継ぎ溶接施工の流れ作業化を実現。グラビティ溶接法とともに、我国で開発された造船技術を代表する溶接法であり、海外においても「URANAMI溶接法」として有名。
情報所有館 : 国立科学博物館 ![]()

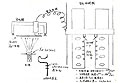
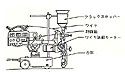
ガイドレールにセットされたホルダーに溶接棒を挟み、アークをスタートさせるとあとは溶接棒の消耗につれてホルダーが自重で下降しつつ溶接が進行する、極めて簡便な溶接法。1人で多数の治具を操作でき、治具は小型で取扱いが容易。造船が開発実用化した中で最も生産性に寄与した施工法の1つ。1960年頃より使われ始めた。
情報所有館 : 国立科学博物館 ![]()

世界初の「洋上溶接施工法」を「OLYMPIC-RUNNER」の増深・延長工事に採用。接合部に防水ベルトを取付け、防水ベルト内部を排水することにより溶接施工を行う環境を作る方法。入渠期間の大巾な短縮が図れる。
情報所有館 : 国立科学博物館 ![]()

1980年代に入ると炭酸ガスシールドアーク溶接法が急速に普及し、1980年代の後半から簡易自動溶接機を含む装置化が進んだ。・すみ肉溶接台車の例:立板倣いによるすみ肉溶接台車であり、軽量可搬でグラビティーに代る多数台使用装置として広く採用。 ・多目的溶接台車の例:レール走行式の軽量可搬で、全姿勢の突合せ、すみ肉溶接が可能。
情報所有館 : 国立科学博物館 ![]()

生産ラインへのロボット導入、船台作業の機械化等、伸長目覚ましいメカトロニクスの成果を取込み省人化設備が発達。溶接ロボットは1980年頃より実用化されていった。
情報所有館 : 国立科学博物館 ![]()

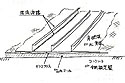
船体外板等の大板を板継ぎする片面サブマージ溶接において、裏当て銅板の上にフラックスを散布して溶接部の裏側にエアージャッキで密着させ、安定した裏溶接ビード(裏波)を形成・保持させる自動裏当装置である。この装置をコンベアシステムの地下に設置し板継溶接の連続運転を可能とし高能率を得た。
情報所有館 : 国立科学博物館 ![]()

船体ブロック搭載時に荷重をかけたまま支持するブロックをXYZ方向へ自由に移動させる事が出来、搭載ブロックをドックの所定位置へ精度良く迅速かつ安全に位置決めする作業を可能とした。構造は電動油圧ジャッキ取付テーブルに電動スライド舳を取り付けたものでシステム全体がジャッキアップ位置へ走行出来るものもある。
情報所有館 : 国立科学博物館 ![]()

幻灯の原理を応用し、1/10縮尺図面を鋼板上に拡大投影し、鋼板上に散布した感光材に焼付・定着することにより、鋼板切断線及び組立情報を自動罫書きする装置。NCマーキング・切断材の出現により使用されなくなった。
情報所有館 : 国立科学博物館 ![]()

船体の曲り外板を自動加工できる、自動板曲げ線状加熱装置「IHI-α」を開発、当社呉第一工場に世界で初めて導入した。鋼板を加工するための複雑な熱変形現象をコンピュータ・シミュレーションでとらえ、加工情報を自動的に算出し、高周波誘導電流で自動的に曲げ加工を行う。加工精度も高く、加熱速度も従来のガス熱法と比べ3~4倍となる。VLCC曲り外板部加工に、熟練工5人のところ、1~2人の補助員で対応可能。
情報所有館 : 国立科学博物館 ![]()

4台の多関節型アーク溶接ロボットを天吊りする大型ガントリーロボットを3次元対応のCAD/CAMシステムにより制御する曲りブロック外板の隅肉溶接ロボットシステムである。本ロボットシステムは競艇公益資金により日本財団が行う補助事業により開発され日本鋼管株式会社に開発業務委託されたものである。
情報所有館 : 国立科学博物館 ![]()

攘夷派の中心人物の一人であった御三家筆頭の水戸藩徳川斉昭により、幕府にたいして外国の侵略に対抗するために大船と大砲の製造が急務であると主張され`、石川島に造船所が建設された。ここでわが国初の洋式大型船旭日丸が建造された。
情報所有館 : 国立科学博物館 ![]()

播磨船渠株式会社が船舶、汽機、汽缶の新造及び修理を事業内容として、相生湾沿いの一角に設立された。船渠完成後最初の入渠船は、岡崎汽船の「日英丸」(2302総トン)であった。この時は盛大な祝賀が行われ、大きな船が始めて相生湾に入ったので、村民達も驚異の眼を見はり船渠の前途を祝福した。
情報所有館 : 国立科学博物館 ![]()
船渠の建設工事は明治39年(1906)12月に起工した。その位置は相生湾の西北岸、甲崎の北岸であって、海面に突出している岬(甲崎)の北側が防波的に好適であったのでこの地を選定した。工事の請負者は鳴瀬組であったが、全くの手掘りで工事は遅々として進まなかった。当社が播磨船渠合名会社と改名再設立され、加藤義久がドック・マスターに就任してから工事は大いに進み、明治45年1月10日ついに工事が完成した。
情報所有館 : 国立科学博物館 ![]()

川崎重工業株式会社神戸工場の第一ドックは、文化財保護法による登録有形文化財に、平成10年度登録として、乾ドックとしては国内で初めて登録された。第一ドック概要は、1896年起工、1902年竣工、長さ161m、幅23.58m、深さ(平均水位における)6.58mで、渠壁は無筋コンクリート・御影石による重力式構造、渠底は無筋コンクリート構造で、いずれも水杭基礎(松桟1万本打設)である。
情報所有館 : 国立科学博物館 ![]()

明治31年3月31日より、当初3,500トンクラスの船の入渠を考え、構築開始した。しかし日清戦争終了後、海運界殷盛を極めたため、大型艦船を入渠し得るように10,000トン迄の船舶修理に適するように設計変更をし、長さ:518尺、下幅:72尺、深さ:38尺のコンクリートブロック積のドックを明治36年7月28日、函館警察所の検査を終え、竣工の運びとなった。
情報所有館 : 国立科学博物館 ![]()

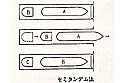
両端に扉を有し両方向に船を出渠出来るようにした建造ドックで、中間ゲートによりドックを分割しての直列建造が可能であり、一方の部分への注水時にも片側はドライ状態で工事の継続が可能。
情報所有館 : 国立科学博物館 ![]()

昭和52年(1977)にアメリカのオレゴン州ポートランド港湾局から受注した世界最大級のフローティングドック「POP No4」は、呉工場で建造され、53年に呉を出航、ポートランドで最終艤装工事を行った後、54年(1979)に引き渡された。
情報所有館 : 国立科学博物館 ![]()

造船では、1隻に1万本以上のパイプが使用され、パイプ加工は重要な作業である。一本一本のパイプの材質、長さ、太さ、曲げ角度がそれぞれ異なるパイプ加工作業を世界で初めて全自動化したシステム。コンピューターを使用し、複雑なパイプ形状を計算するとともに、パイプの材質や寸法など、パイプ加工に必要なあらゆる数値を自動的に指示することにより、完全にライン制御されて処理される。
情報所有館 : 国立科学博物館 ![]()

1970年代のVLCCの大量建造の時代に、千数百トンに達する巨大な貨物艙船体モジュールを機械化した専用装置により、組立、溶接し大型クレンを使用することなく、ドックに搬入し、船体を完成するシステム。資料形態としては、・文献(写真を含む)「造船工業における労働集約性脱皮への試み」・カタログ(ROTAS SYSTEM)・模型 回転治具(展示)・実物回転治具部の一部(展示)
情報所有館 : 国立科学博物館 ![]()

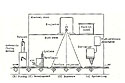
我国最初の且東洋唯一の船型試験水槽。(長さ121.9m、幅6.1m、深さ3.5m)高速大型船の最適船型の研究、経済速力の理論及び実験的弁証などに解決の鍵を与えた。
情報所有館 : 国立科学博物館 ![]()