「」 に対する検索結果 : 26358件
![]() 前の50件 (11801-11850/26358) 次の50件
前の50件 (11801-11850/26358) 次の50件 ![]()

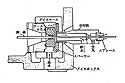
溶銑処理専用炉(転炉型予備処理炉)による脱燐脱硫処理法を他社に先駆けて開発。本法の特徴は転炉予備処理炉でCaO系フラックスをインジェクションし、同時に酸素上吹きを行って脱燐反応を促進させ、引き続いてソーダ系フラックスのインジェクションにより脱硫反応を促進させることにある。これにより、低燐低硫鋼の安定生産と、製鋼工程のコストダウンに大きな効果をあげている。
情報所有館 : 国立科学博物館 ![]()
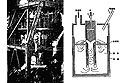
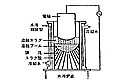
低硫鋼の溶製に際しては、溶銑を脱硫処理するいわゆる炉外脱硫が最も効果的であり、そのため各社で種々の方式が考案された。神戸製鋼所では、その中の一方式として、1974年(昭和49)、加古川製鉄所において、200t規模の気泡ポンプ装置が日本ではじめて実用化された。溶銑と脱硫剤との混合が激しくなり、反応効率を高くすることに成功。新しい溶銑脱硫プロセスとして脚光を浴びた。
情報所有館 : 国立科学博物館 ![]()

1966年から67年(昭和41~42)に、神戸製鉄所で垂直連鋳機1号機(鋼片サイズ115×115mm)がビレット用として、2号機(300×300mm:ブルーム用、300×900mm:スラブ用)が製作された。ソ連の技術を導入して機械事業部が製作と据え付けを行った。連鋳の工程を大量生産方式の転炉と結びつけて鋼材を生産したのは日本で最初の時期であった。これ以降、連鋳は大きな発展を遂げた。
情報所有館 : 国立科学博物館 ![]()
ユーザーニーズの多様化、厳格化のために、小ロット多品種の生産が必須となり、タンディッシュ耐火物のコスト増大をもたらしていた。そのため、大型タンディッシュを用いた熱間繰り返しプロセスを世界に先駆けて開発。その結果、物流の安定化とコストダウンに大きく寄与した。
情報所有館 : 国立科学博物館 ![]()
本法の特徴は鋳片断面の大型化に伴い、大単重で大熱容量の鋳片をバルジング変形を防ぎながら鋳造できる連鋳機であり、神戸製鋼所は他社に先駆けて、1972年に加古川製鉄所に設置された。鋳型直下の2次冷却帯頭部にウォーキングバー方式と呼ぶ駆動兼備の間接冷却方式を採用し、引き抜きはウォーキングバーの運動と同期する後段の各駆動ロールが分担し、いわゆるスプレー冷却様式に見られるピンチロールは設けられていない。
情報所有館 : 国立科学博物館 ![]()
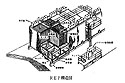
1970年代当時、転炉建屋内に漏れたばいじんは大気中に放出され煙として外部から目につく状態にあった。このような状態を解決するには既設の局所集塵装置の改善のみでは限界があり、建屋集塵方式の採用が必要となった。そこで神戸製鋼と住友重機とが共同で、REP(Roof Electrostatic Precipitator)の開発に取りかかった。その結果、日本で最初の工業建屋用直接搭載型電気集塵装置の開発に成功した。
情報所有館 : 国立科学博物館 ![]()

船舶の大型化に伴い、ディーゼル機関に用いられるクランク軸も大型化した。クランク軸は運転時に受ける繰り返し曲げ及びねじり応力に対する疲労強度が要求される船舶の重要部品である。一体形(鍛造)組立型(鍛造または鋳造)があり、組立型はピン径900mmに達する大型のものがある。高品質のクランク軸を製造するため製鋼、造塊、鍛造、鋳造技術が開発された。神戸製鋼所の大型クランク軸のシェアは世界の約30%(1968年)である。
情報所有館 : 国立科学博物館 ![]()

火力発電および原子力発電は大容量化し、使用されるロータシャフトも大型化している。神戸製鋼所ではこの要求に応じるため製造設備の大型化を進めるとともに、製造技術の改善に取り組み、500トン鋼塊から、8000トンプレスにより、最大胴径2600mm、1300MWのロータシャフトを製造した。
情報所有館 : 国立科学博物館 ![]()
発電プラントの小型化と構造の簡略化の為に、中小型蒸気タービンでは高圧部と低圧部を一体化した単体室構造が採用されることがある。また、ガスタービンと蒸気タービンを組み合わせたコンバインドサイクルの蒸気タービンは単室構造が採用されることが多い。高低圧一体ローターは低圧部には靭性、高圧部にはクリープ強度が要求される。1993年には、機械的性質に優れた2CrMoV鋼を開発し、発電の効率化に寄与した。
情報所有館 : 国立科学博物館 ![]()

地球環境問題の観点から、火力発電においては蒸気温度を高温高圧化し、発電量あたりのCO2の排出量を削減する方向にあるStep Iの蒸気温度593℃の超々臨界圧(VSC)発電プラント用12Cr-1Mo鋼を、600℃用にESR溶解12Cr-1.8W鋼を開発した。694℃用には改良A286合金を開発した。
情報所有館 : 国立科学博物館 ![]()

大型鋼塊のなかでも最高級の品質が要求されるタービンロータシャフト用の鋼塊には真空鋳造法が採用されている。神戸製鋼所高砂工場では1958年(昭和33)に100トンの真空鋳造の操業が始まった。1977年(昭和52)頃から、溶湯の合わせ湯で最大500トンの真空鋳造が行われ、現在も操業されている。日本で最大規模の設備の1つである。
情報所有館 : 国立科学博物館 ![]()
本方法は通常の方法で溶解した鋼塊を一方の電極として、その間に精練作用を有するスラグを置いて通電し鋼塊を再溶解する。偏析が少なく非金属介在物が少ないという特徴がある。代表的な用途として12Cr鋼のタービンロータの製造がある。神戸製鋼所高砂製作所では、1968年(昭和43)には最大10トンのESRに、1972年(昭和57)には最大74トン(直径1750mm)ができるようになった。日本で最大規模の設備の1つである。
情報所有館 : 国立科学博物館 ![]()

従来、焼入れー焼もどし(調質)処理で製造されていた60キロ級高張力鋼を、DMコンバーターによる脱硫処理を行ったDMS鋼に低温特殊圧延を行うことによって、高切欠靱性の60キロ級高張力鋼の圧延のまま(非調質)での製造を、1960年代に国内で初めて可能とした。
情報所有館 : 国立科学博物館 ![]()
核融合装置部材やリニアモーターカー用部材等に用いられる非磁性鋼板は高い強度と低い透磁率を有し、かつ経済性を要求されるため、従来のNi-Cr系オーステナイト鋼では不十分である。これらの特性を満足する耐力30kgf/mm2級高Mn非金磁性鋼板を国内で最初に開発・量産した。
情報所有館 : 国立科学博物館 ![]()

産業公害に対する公害対策のうち、振動・騒音は最も対策の遅れている分野であった。従来は騒音を防音カバーで閉じ込める方法が多用されていたが、「騒音を出さない機器を開発する」方向へと対策の考え方が移行してきており、その有効な手段として「制振」が注目されている。制振鋼板「ダンプレー」は2枚の鋼板の間に粘弾性高分子樹脂を挿入するもので、加工性と振動減衰性能を併せ持つ複合鋼板であり、他社に先駆けて製品化した。
情報所有館 : 国立科学博物館 ![]()
1963年当時、薄板冷間圧延設備として可逆式圧延機が未だ多く用いられ、大量生産に対するタンデム圧延機は、最高の技術を必要とされるため、すべて外国製が輸入されていた。本設備は、我が国鉄鋼業界初の純国産機械を採用した4スタンド圧延機である。その後、逐次、国産化が進められ、高速度化、高精度化、連続化等で技術的に先進国を追い抜く駆動力を与えた。
情報所有館 : 国立科学博物館 ![]()

冷延鋼板の焼鈍設備として我が国で初めてUAD方式(Unitized Anneling Department)の炉を採用した。世界でもSharon Steel(米国)に次いで2番目の設置である。①基本的にはオープンコイル焼鈍炉だが、同一炉でマルチスタックのタイト焼鈍も可能。②コイルの装入・抽出がすべてトランスファーカーで行われるため省力化と建屋の軽量化が図れる。③インナーカバーがなく特殊ボード内張りのための熱効率が良い。
情報所有館 : 国立科学博物館 ![]()
ピアノ線材は、ピアノの弦・自動車エンジンの弁バネ及びPC(プレストレストコンクリート)ワイヤ等の過酷な環境で使用される用途に適用される高炭素鋼の最高級線材である。神戸製鋼所は、ピアノ線材の分野では、戦前から高い技術を有しており、当初、砂鉄など原料を厳選して小ロットで製造されていたものを、その後、電気炉、更には転炉によって量産化する技術を他社に先駆けて確立した。
情報所有館 : 国立科学博物館 ![]()
従来、高炭素鋼線材は、熱間圧延後、2次加工メーカーで伸線する前に、伸線に適した組織を確保するために、LP(リードパテンティング)処理を行っていた。LP処理と同等の組織を圧延仕上げの状態で確保するべく、仕上げ圧延機の後方に流動層(冷却媒体は砂)を設置し、冷却を制御することにより、2次加工メーカーでのLP工程の省略を可能にした設備である。
情報所有館 : 国立科学博物館 ![]()
耐久性及び乗り心地の改善を目的に自動車のラジアルタイヤ化が進んできたが、タイヤに挿入する従来の繊維からの代替で、線形が0.1~0.2mmの細いものが要求される。昭和40年代前半、神戸製鋼所は他社に先駆けて2次加工メーカーでの極細線への伸線・より線を可能にするべく転炉溶製時における介在物の極小化・形態制御の技術を確立することによりスチールコード量産体制を確立した。
情報所有館 : 国立科学博物館 ![]()

1956年、他社に先駆けてボルト・ナット、ねじ等の素材としての冷間圧造用「KCH線材」を開発し、1965年にはKCHのシリーズ化を国内で初めて完成させた。鋼の冷間鍛造は自動車をはじめ各種部品の製造に広く採用されており、これは切削加工や熱間加工に比べ、材料歩留がよく、工程の自動化、高速化が可能となり、寸法精度も向上する。
情報所有館 : 国立科学博物館 ![]()
線材及び棒鋼などの条鋼製品は、2次加工のための処理(軟質化又は必要組織の確保・均一化)及び最終製品での強度付与のための熱処理が行われるのが一般的である。オイルショック以降、省エネルギーの観点から、他社に先駆けて、加熱・均熱時、熱間圧延時及び圧延後の冷却などを制御し、後工程の熱処理工程を省略することにより、省エネを達成できた。
情報所有館 : 国立科学博物館 ![]()
太物条鋼製品は、通常5~10m程度の長さの棒鋼製品として供給されるが、端部は切り捨てされ、歩留りの観点からは、線材(バーインコール)の形状の方が好ましい。使用者側の加工能力の問題及び熱間圧延での設備能力の問題から、従来は45mm程度が線材の限界とされていた。本法は、顧客の要求もあって、線材のイメージを一新した太物線材の製造技術を世界で初めて確立した。
情報所有館 : 国立科学博物館 ![]()
神戸製鋼所は他の製鋼メーカーと異なり、2次加工技術の開発を図るための設備を保有し、種々の加工技術を蓄積してきた経緯がある。これらの蓄積した技術を活用することによって、冷間伸線時に適切な冷却を施すことによる安定伸線操業の確立及び良品質のワイヤー製造を可能にした。
情報所有館 : 国立科学博物館 ![]()

サイファーの開発は1980年に開始し、10年間をかけて製品化を達成。鋼での超強度(500kg/mm2)・極細線(20μ)を製造した。その後、各種の用途開発を図り、あゆづり糸、ゴルフシャフトの補強、電子機器の検査ユニットなどへの適用を図っている。
情報所有館 : 国立科学博物館 ![]()

自動車のエンジンに使用される弁ばねは極めて重要な部品であり、非常に苛酷な条件で使用されるため、耐熱性、耐疲労性に優れた線材が要求される。この要求を満足するために介在物が著しく低く、表面性状の優れた弁ばね用線材及びその製造技術を開発した。神戸製鋼所の弁ばね鋼のシェアは世界で最大である。
情報所有館 : 国立科学博物館 ![]()

1960年(昭和35)、つり橋用ワイヤーとして、神戸製鋼所はその高い線材製造技術を活かし、つり橋ワイヤー用素材を製造してきた。つり橋用ワイヤーはその使用用途から、介在物・偏析等の内部品質、脱炭・表面きずなどの表面品質の要求が厳しい。また、使用鋼材量の節減からも高強度化が求められる。それらの要求を達成した高強度バラレルワイヤー用線の製造技術を確立し、明石海峡大橋への適用を図った。
情報所有館 : 国立科学博物館 ![]()

土木建築技術の飛躍的向上に伴いコンクリート補強用鉄筋には高強度化とコンクリート付着性向上のための異形化が、その当時強く要望されていた。神戸製鋼所は1960年より日本で最初に高強度異形鉄筋デーコンを開発・実用化し、製品を広く市販することができた。
情報所有館 : 国立科学博物館 ![]()

高級継目無鋼管製造のために品質的・コスト的に最も有利な「ユジーヌ・セジュルネ式熱間押出法」を日本で最初に導入し、1958年炭素鋼・合金鋼・ステンレス鋼継目無鋼管の製造を開始した。本法は、汎用ガラスを潤滑材として使用し水圧横型プレスによって高温加熱ビレットを熱間押出成形することを特徴とする。特に変形抵抗の高いステンレス鋼、超合金継目無鋼管が製造できる唯一の方法として現在においても実用されている。
情報所有館 : 国立科学博物館 ![]()

1957年に原子燃料被覆管の開発に着手し、1966年に軽水炉原子力発電所用ジルコニウム被覆管年産9万mの専用工場を日本で初めて完成した。これはGE社との技術提携と当社圧延技術を組み合わせた世界でトップクラスのものである。更に、独自技術による高速増殖炉用ステンレス鋼被覆管の専用工場も完成した。その後更に、年産50万mに増強し、国内沸騰水型軽水炉、高速増殖炉常陽・もんじゅに多くの納入実績をあげてきている。
情報所有館 : 国立科学博物館 ![]()

半導体製造用超高純度ガス配管用として、組成の清純度、管表面の清純度と平滑度の優れたIDクリーンパイプ製造専用工場を1984年に日本で初めて完成した。その基本技術は内面電解研磨、精密洗浄技術であり、4MDRAM以上の高集積度半導体量産工場の高歩留生産に貢献し、現在も納入実績を重ねている。
情報所有館 : 国立科学博物館 ![]()

1970年に日本で初めて「アトメル」の名称で鉄粉の製造、鉄粉を用いた焼結部品の製造を開始した。その基本技術は、水アトマイズ装置と還元炉であり、純鉄粉、快削鋼粉、低合金鋼粉、磁性用粉およびその焼結部品を自動車用部品業界などに多く納入している。
情報所有館 : 国立科学博物館 ![]()

明治38年の創業以来、神戸製鋼の30年間の沿革史を残した記録であり、当時の本社、門司、鳥羽、名古屋工場の全景や工場の主要設備ならびに主要製品などの貴重な記述がある。その他、組織、会計、労務関連の記録があり、さらに、経営者の方々の回顧録等も含まれている。
情報所有館 : 国立科学博物館 ![]()

神鋼五十年史は、創立以来の沿革を、創設期、躍進期、不況打開期、戦時体制期、再建復興期に分けて記録し、神戸製鋼所が歩んだ多角経営の特質に主点をおき、製品を中心として、その発展過程を社会情勢の推移のうちに総合的にまとめたものである。
情報所有館 : 国立科学博物館 ![]()

神戸製鋼の70年を、誕生、成長、苦闘、躍進、明日の5段階に分け、経営と技術の変遷を記録に残している。70年史ではとりわけ、躍進期である1950年(昭和25)から1973年(昭和48)までの、日本産業の高度成長期に焦点を当てて、高炉建設をはじめとする目ざましい、発展の歴史を記述している。
情報所有館 : 国立科学博物館 ![]()
「神戸製鋼80年」は、創業満80周年の記念事業として神戸製鋼の80年史を編纂したものである。本史は80年の通史とし、経営の歴史ならびに主要な事柄を正確に記録に残して、今後の経営に役立てることを基本方針としている。全体の構成は、総合史・部門史・資料の3部からなり、複合的な大発展と業容拡大により、膨大な資料の収集が必要となり、740ページを越える年史である。
情報所有館 : 国立科学博物館 ![]()

本書は、1967年(昭和42)以来、約半年にわたり鉄鋼新聞紙上に「鉄鋼巨人伝」として連載された、田宮嘉右衛門翁(初代神戸製鋼支配人)の伝記を基に、補筆・改訂して一代記を記録した、750ページにおよぶ膨大な史書である。
情報所有館 : 国立科学博物館 ![]()

本書は、故浅田長平氏(第6代神戸製鋼社長)のわが国鉄鋼業に残した功績とその人となりを広く紹介し、後世に伝えることを目的に、鉄鋼新聞紙上に連載された「鉄鋼巨人伝」の「浅田長平」編を基にして、さらに調査研究を加え、編纂したものである。
情報所有館 : 国立科学博物館 ![]()
銑鋼一貫体制の確立を目標に、神戸市東部に、高炉、原料処理設備、発電設備等を設置する灘浜第1期工事を進め、昭和32年に着工。昭和34年に第1高炉の火入れ式を挙行、好調な高炉操業が行われた。昭和35年、第2期工事が開始、文字通り製銑から、製鋼、分塊、圧延設備までの銑鋼一貫工場を建設し、昭和36年に第2高炉の火入れを行った。灘浜第3期工事により、昭和41年に第3高炉の建設が完了し、新鋭灘浜製鉄所の完成に至った建設記録がある。
情報所有館 : 国立科学博物館 ![]()

昭和43年4月、最新鋭一貫製鉄所を加古川に設置するための建設本部が発足。第1期工事が推進され、昭和45年8月に第1高炉の火入れとなった。第1期工事の主力設備は薄板設備であり、従来の線材・棒鋼中心から厚板・薄板へとメニューがそろった。第2期工事では第2高炉の着工、スラブ連続鋳造設備の建設などを進め、両肺体制を整え、粗鋼600万トン体制となり、最終的には高炉3基で、800~900万トン/年体制に至った建設記録が刻まれている。
情報所有館 : 国立科学博物館 ![]()

1995年(平成7)1月17日、阪神地方を襲った「阪神淡路大震災」は、神戸製鋼所にとって1000億円余という甚大な被害をもたらした。なかでも神戸製鉄所の被害が最も大きく、岸壁、ユーティリティー、高炉など主要設備全てが壊滅状態になった。震災直後から復旧にいたるまでの各設備の復旧活動記録を取りまとめている。
情報所有館 : 国立科学博物館 ![]()

1974年(昭和49)、カタール政府、神戸製鋼、東京貿易の合弁会社、カタール・スチール・カンパニーが設立され、カタール製鉄所の建設、ミドレックス直接還元(DR)プロセスの導入を図った。建設工事は予定通り完了し、昭和53年の開所式後は順調に生産を続けることができ、世界にその名を高めることができた。
情報所有館 : 国立科学博物館 ![]()

1963年(昭和38)、当時の東パキスタンから神戸製鋼所にチッタゴン製鉄所建設の受注があり、粗鋼年産15万トン、平炉製鋼で11万トンの棒鋼、型鋼、薄板工場を建設した。受注金額は162億円。ついで粗鋼年産10万トンの厚板工場の拡張工事(受注金額55億円)を行い、いずれも優れた運転実績を示した。このことは欧米企業依存一辺倒であった開発途上国の重工業化に、日本の技術が評価されたことを証明した。
情報所有館 : 国立科学博物館 ![]()
明治30年4月に開設された「住友伸銅場」が、幣社の事業の源であり、平成9年に創業100周年を記念し、100年の軌跡を写真中心に綴った記念誌。
情報所有館 : 国立科学博物館 ![]()
日本ステンレス株式会社は、昭和9年に設立され、昭和10年から直江津にてステンレスの製造を開始した。50年史「白い鋼」と、その10年後の追加「白い鋼II」にて、草創期~戦時発展期~戦後苦難期~中興期~新生期~専業トップの座に至る歴史がまとめられており、その後住友金属工業株式会社と合併に至った経緯まで述べられている。
情報所有館 : 国立科学博物館 ![]()
住友金属工業株式会社は、日本を代表する一貫製鉄メーカーであるが、創立100年を記念して、生産プロセス技術、製品技術、共通基盤技術、周辺技術の歴史を振り返るとともに、将来の動向を展望したもの。
情報所有館 : 国立科学博物館 ![]()

昭和43年12月1日、住友金属工業株式会社鹿島製鉄所発足と同時に本館に掲げられた看板で、現在の本館に移るまで使用されていた。長年の風雨の影響で、墨で書かれた製鉄所という文字は薄れ、歳月を感じさせる。木製、サイズ(T:40mm ×W:360mm ×L:1100mm)。
情報所有館 : 国立科学博物館 ![]()
